
 टीसीटी सॉ ब्लेड
टीसीटी सॉ ब्लेड हिरो साईझिंग सॉ ब्लेड
हिरो साईझिंग सॉ ब्लेड हिरो पॅनल साईझिंग सॉ
हिरो पॅनल साईझिंग सॉ हिरो स्कोअरिंग सॉ ब्लेड
हिरो स्कोअरिंग सॉ ब्लेड हिरो सॉलिड लाकूड सॉ ब्लेड
हिरो सॉलिड लाकूड सॉ ब्लेड हिरो अॅल्युमिनियम सॉ
हिरो अॅल्युमिनियम सॉ ग्रूव्हिंग सॉ
ग्रूव्हिंग सॉ स्टील प्रोफाइल सॉ
स्टील प्रोफाइल सॉ एज बँडर सॉ
एज बँडर सॉ अॅक्रेलिक सॉ
अॅक्रेलिक सॉ पीसीडी सॉ ब्लेड
पीसीडी सॉ ब्लेड पीसीडी साईझिंग सॉ ब्लेड
पीसीडी साईझिंग सॉ ब्लेड पीसीडी पॅनेल साईझिंग सॉ
पीसीडी पॅनेल साईझिंग सॉ पीसीडी स्कोअरिंग सॉ ब्लेड
पीसीडी स्कोअरिंग सॉ ब्लेड पीसीडी ग्रूव्हिंग सॉ
पीसीडी ग्रूव्हिंग सॉ पीसीडी अॅल्युमिनियम सॉ
पीसीडी अॅल्युमिनियम सॉ धातूसाठी कोल्ड सॉ
धातूसाठी कोल्ड सॉ फेरस धातूसाठी कोल्ड सॉ ब्लेड
फेरस धातूसाठी कोल्ड सॉ ब्लेड फेरस धातूसाठी ड्राय कट सॉ ब्लेड
फेरस धातूसाठी ड्राय कट सॉ ब्लेड कोल्ड सॉ मशीन
कोल्ड सॉ मशीन ड्रिल बिट्स
ड्रिल बिट्स डोवेल ड्रिल बिट्स
डोवेल ड्रिल बिट्स ड्रिल बिट्सद्वारे
ड्रिल बिट्सद्वारे हिंज ड्रिल बिट्स
हिंज ड्रिल बिट्स टीसीटी स्टेप ड्रिल बिट्स
टीसीटी स्टेप ड्रिल बिट्स एचएसएस ड्रिल बिट्स/ मोर्टाइज बिट्स
एचएसएस ड्रिल बिट्स/ मोर्टाइज बिट्स राउटर बिट्स
राउटर बिट्स सरळ बिट्स
सरळ बिट्स लांब सरळ बिट्स
लांब सरळ बिट्स टीसीटी स्ट्रेट बिट्स
टीसीटी स्ट्रेट बिट्स M16 स्ट्रेट बिट्स
M16 स्ट्रेट बिट्स टीसीटी एक्स स्ट्रेट बिट्स
टीसीटी एक्स स्ट्रेट बिट्स ४५ अंश चेंफर बिट
४५ अंश चेंफर बिट कोरीव कामाचा बिट
कोरीव कामाचा बिट कॉर्नर राउंड बिट
कॉर्नर राउंड बिट पीसीडी राउटर बिट्स
पीसीडी राउटर बिट्स एज बँडिंग टूल्स
एज बँडिंग टूल्स टीसीटी फाइन ट्रिमिंग कटर
टीसीटी फाइन ट्रिमिंग कटर टीसीटी प्री मिलिंग कटर
टीसीटी प्री मिलिंग कटर एज बँडर सॉ
एज बँडर सॉ पीसीडी फाइन ट्रिमिंग कटर
पीसीडी फाइन ट्रिमिंग कटर पीसीडी प्री मिलिंग कटर
पीसीडी प्री मिलिंग कटर पीसीडी एज बँडर सॉ
पीसीडी एज बँडर सॉ इतर साधने आणि अॅक्सेसरीज
इतर साधने आणि अॅक्सेसरीज ड्रिल अॅडॉप्टर्स
ड्रिल अॅडॉप्टर्स ड्रिल चक
ड्रिल चक डायमंड सँड व्हील
डायमंड सँड व्हील प्लॅनर चाकू
प्लॅनर चाकू







या लेखात, आम्ही वर्तुळाकार करवतीच्या ब्लेडबद्दल काही आवश्यक दात प्रकारच्या ब्लेडचा आढावा घेऊ जे तुम्हाला विविध प्रकारचे लाकूड सहज आणि अचूकपणे कापण्यास मदत करू शकतात. तुम्हाला रिपिंग, क्रॉसकटिंग किंवा कॉम्बिनेशन कट्ससाठी ब्लेडची आवश्यकता असेल, आमच्याकडे तुमच्यासाठी ब्लेड आहे. तुमच्या प्रकल्पासाठी योग्य ब्लेड कसे निवडायचे आणि चांगल्या कामगिरीसाठी ते कसे राखायचे याबद्दल आम्ही तुम्हाला काही उपयुक्त टिप्स देखील देऊ.

अनुक्रमणिका
- वर्तुळाकार करवतीचे पाते
- सामान्य दातांचे आकार आणि अनुप्रयोग
- कच्च्या आणि मूलभूत साहित्य म्हणून लाकडाचा कटिंग टूल्सवर प्रभाव
- योग्य सॉ ब्लेड कसा निवडायचा
वर्तुळाकार करवतीचे ब्लेड
वर्तुळाकार करवतीचे ब्लेड हे प्लास्टिक आणि लाकूड कापण्यासाठी प्रगती साधने आहेत.
त्यामध्ये पॉलीक्रिस्टलाइन डायमंड किंवा टंगस्टन कार्बाइडपासून बनवलेली सॉ प्लेट असते.
बाहेरून दात घासलेले असतात. ते वर्कपीस विभाजित करण्यासाठी वापरले जातात.
कटिंग लॉस आणि कटिंग प्रेशर कमीत कमी करून कटिंगची रुंदी शक्य तितकी लहान करणे हे ध्येय आहे. याउलट, सरळ कट स्कोअरमुळे प्रभावित होत नाहीत. ब्लेड स्थिरतेच्या विशिष्ट पातळीची आवश्यकता असते, ज्यासाठी अपरिहार्यपणे सवलतीची आवश्यकता असते.
<=”फॉन्ट-फॅमिली: 'टाइम्स न्यू रोमन', वेळा; फॉन्ट-साईज: मध्यम;”>कराच्या ब्लेड आणि कटिंग रुंदी दरम्यान. वर्कपीसची भूमिती आणि सामग्री, भूमिती आणि आकाराच्या दृष्टीने करवतीचे दात. कटिंग फोर्स कमी करण्यासाठी सामान्यतः सकारात्मक कटिंग अँगल वापरले जातात. पातळ भिंती असलेल्या वर्कपीससाठी, उदा.
सामान्य दातांचे आकार आणि अनुप्रयोग
करवत पोकळ प्रोफाइलवर अडकू नये म्हणून, नकारात्मक कटिंग अँगल आवश्यक आहेत. दातांची संख्या कट गुणवत्ता मानकांवरून निश्चित केली जाते. सामान्य नियम असा आहे की जितके जास्त दात असतील तितकी कट गुणवत्ता जास्त असेल आणि जितके कमी दात असतील तितका सॉ कट गुळगुळीत असेल.
दातांच्या सामान्य स्वरूपाचे आणि अनुप्रयोगांचे वर्गीकरण:
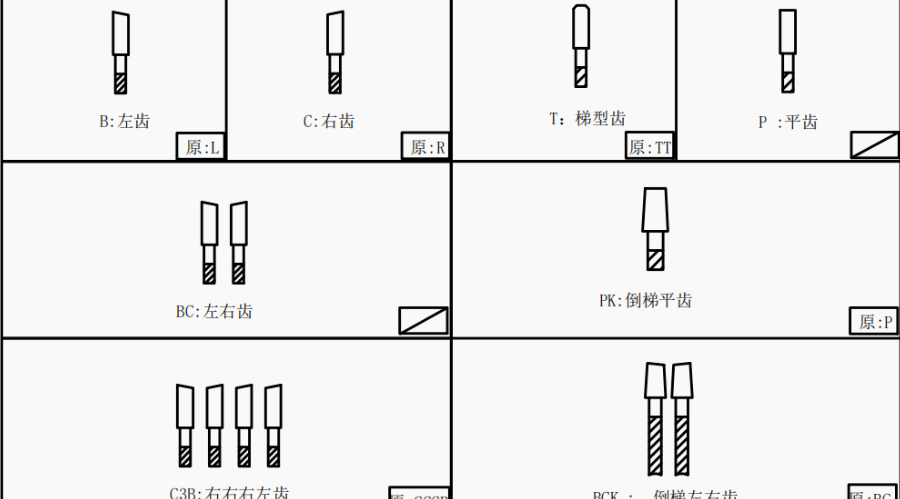
| दाताचा आकार | अर्ज |
| फ्लॅट एफझेड | दाण्यांच्या बाजूने आणि पलीकडे घन लाकूड. |
| पर्यायी, धन WZ | दाण्यांच्या बाजूने आणि ओलांडून घन लाकूड तसेच चिकटलेले, लाकूड उत्पादने. अनकोटेड, प्लास्टिक लेपित किंवा वेनिअर केलेले, प्लायवुड, मल्टिप्लेक्स, संमिश्र साहित्य, लॅमिनेटेड साहित्य |
| पर्यायी, ऋणWZ | धान्याच्या पलीकडे घन लाकूड, पोकळ प्लास्टिक प्रोफाइल, नॉन-फेरस धातूच्या बाहेर काढलेले प्रोफाइल आणि नळ्या. |
| चौरस/ट्रॅपेझॉइडल, धन FZ/TR | लाकूड उत्पादने, अनकोटेड, प्लास्टिक कोटेड किंवा वेनिअर केलेले, नॉन-फेरस मेटल एक्सट्रुडेड प्रोफाइल आणि ट्यूब, नॉन-फेरस मेटल, एआय-पीयू सँडविच पॅनेल, पोकळ प्लास्टिक प्रोफाइल, पॉलिमर प्लास्टिक (कोरियन, व्हॅरिकॉर इ.) |
| चौरस/ट्रॅपेझॉइडल, ऋण FZ/TR | नॉन-फेरस मेटल एक्सट्रुडेड प्रोफाइल आणि पाईप्स, पोकळ प्लास्टिक प्रोफाइल, एआय-पीयू सँडविच पॅनेल. |
| सपाट, बेव्हल्ड ES | बांधकाम उद्योगातील मशीन आरे. |
| उलटा V/पोकळ जमीन HZ/DZ | लाकूड उत्पादने, प्लास्टिक-लेपित आणि वरवरचे, लेपित प्रोफाइल स्ट्रिप्स (स्कर्टिंग बोर्ड). |
वर्तुळाकार करवतीच्या ब्लेडसाठी हे सात आवश्यक दात प्रकार आहेत.
कच्च्या आणि मूलभूत साहित्य म्हणून लाकडाचा कटिंग टूल्सवर प्रभाव
तथापि, प्रत्यक्ष वापरात, कारण कटिंग मटेरियल वेगळे आहे आणि त्याच वेळी कटिंगची दिशा वेगळी आहे. कटिंग इफेक्ट आणि टूल लाइफवर देखील परिणाम होईल.

सॉफ्टवुड आणि कोनिफर, हार्डवुड आणि ब्रॉडलीफ हे साधारणपणे तुलनात्मक असले तरी, काही बाह्य घटक आहेत, जसे की यू, जे एक हार्डवुड आहे, आणि अल्डर, बर्च, चुनार, पॉप्लर आणि विलो, जे सॉफ्टवुड आहेत.
प्रक्रिया आणि साधन निवडीमध्ये घनता, ताकद, लवचिकता आणि कडकपणा हे आवश्यक घटक आहेत. परिणामी, लाकूड आणि सॉफ्टवुडचे वर्गीकरण करणे महत्त्वाचे आहे कारण ते या गुणांचा व्यापक संदर्भ देते.
लाकूड प्रक्रिया आणि सुतारकाम तंत्रे वापरताना, हे लक्षात ठेवणे महत्त्वाचे आहे की लाकूड ही वेगवेगळ्या रचना आणि गुणवत्तेची सामग्री आहे. हे विशेषतः शंकूच्या आकाराच्या लाकडाच्या वाढीच्या रिंगांद्वारे स्पष्ट होते. अर्लीवुड आणि लेटवुडमध्ये कडकपणा मोठ्या प्रमाणात बदलतो. लाकूडकाम करताना हे घटक विचारात घेतले पाहिजेत आणि कटिंग मटेरियल, कटिंग मटेरियल भूमिती आणि प्रक्रिया पॅरामीटर्स त्यानुसार समायोजित केले पाहिजेत. वेगवेगळ्या प्रकारच्या लाकडासह काम करताना, तडजोड करणे आवश्यक असते. तुम्ही प्रक्रिया करत असलेल्या मटेरियलची वैशिष्ट्ये आणि पॅरामीटर्स आणि किती प्रकारचे मटेरियल आहे यावर अवलंबून, योग्य समायोजन करा.
आणि बहुतेक कटिंग तंत्रज्ञानाच्या गुणांसाठी, बल्क डेन्सिटी हा निर्णायक घटक असतो. बल्क डेन्सिटी म्हणजे वस्तुमान आणि आकारमानाचे गुणोत्तर (सर्व कणांसह). लाकडाच्या प्रकारानुसार, बल्क डेन्सिटी सहसा १०० किलो/चौकोनी मीटर ३ ते १२०० किलो/चौकोनी मीटर ३ पर्यंत असते.

लाकडाच्या अत्याधुनिक झीजवर परिणाम करणारे इतर घटक म्हणजे टॅनिन किंवा सिलिकेट समावेश.
लाकडात असलेले काही सामान्य रासायनिक घटक येथे आहेत.
ओकमध्ये आढळणारे नैसर्गिक टॅनिन, उपकरणाच्या अत्याधुनिक काठाला रासायनिक झीज करतात.
लाकडातील आर्द्रता जास्त असल्यास हे विशेषतः खरे आहे.
उष्णकटिबंधीय जंगलातील विलो, सागवान किंवा महोगनी यासारख्या सिलिकेट घटकांना पोषक तत्वांसह जमिनीतून शोषले जाते. नंतर ते भांड्यांमध्ये स्फटिकरूपात रूपांतरित होते.
ते कटिंग एजवर अपघर्षक झीज वाढवतात.
अर्लीवुड आणि लेटवुडमधील घनतेतील फरक सहसा लक्षणीय असतो.
बहुतेकदा प्री-क्रॅकिंग आणि प्रक्रियेदरम्यान फुटण्याची प्रवृत्ती असल्याचे लक्षण असते (उदा. युरोपियन रेड पाइन). त्याच वेळी लाकडाचा रंग वेगळा असू शकतो.
लाकडाची वाढती जागतिक मागणी ही वृक्षारोपण जंगलांमध्ये अधिकाधिक झाडे लावली जात असल्याने आहे. ही तथाकथित वृक्षारोपण जंगले सहसा वेगाने वाढणारी असतात.
रेडिएटा पाइन, युकलिप्टस आणि पॉप्लर सारख्या प्रजाती. नैसर्गिक जंगलात वाढणाऱ्या वनस्पतींच्या तुलनेत, या वनस्पतींमध्ये वार्षिक वर्तुळे खडबडीत असतात आणि ते अधिक दाट असतात आणि
त्यांची ताकद कमी असते. खोड फुटण्याची आणि तंतू वेगळे होण्याची जास्त संवेदनशीलता असल्याने, कधीकधी वृक्षारोपण लाकूड तोडणी खरोखरच आव्हानात्मक ठरू शकते.
त्यासाठी विशेष प्रक्रिया तंत्रे आणि विशेष टूलिंग सोल्यूशन्सची आवश्यकता असते.
योग्य सॉ ब्लेड कसा निवडायचा
नंतर वरील गोष्टींची मूलतत्त्वे समजून घेतल्यानंतर, लाकडातील फरक, दातांच्या आकारातील फरक.
पुढील पायरी म्हणजे योग्य सॉ ब्लेड कसा निवडायचा. या लेखात, आम्ही तुम्हाला ते अनेक प्रकारे कसे करायचे ते दाखवू.
I. वर्तुळाकार सॉ ब्लेडसाठी निवडीचा आधार
सॉइंग मटेरियल गुणधर्मांच्या वर्गीकरणानुसार
१,SऑलिडWअरेरे:Cरॉस-कापणी,Lअंगठी कापून काढणे.
क्रॉस-कटिंगसाठी लाकडाचे तंतू कापावे लागतात, कापलेल्या पृष्ठभागावर सपाटपणा आवश्यक असतो, त्यावर चाकूचे चिन्ह असू शकत नाहीत आणि त्यावर गंज असू शकत नाही, ज्याचा वापर सॉ ब्लेडच्या बाह्य व्यासात केला जातो.१० इंच किंवा १२ इंचआणि दातांची संख्या असावी६० दात ते १२० दात, मटेरियल जितके पातळ असेल तितके दातांची संख्या जास्त असेल. फीड स्पीड त्या अनुषंगाने मंद असावा. तुलनेने कमी दात असलेल्या अनुदैर्ध्य सॉ, फीडिंग स्पीड जलद असेल, म्हणून चिप काढण्याची आवश्यकता खूप जास्त असेल, म्हणून सॉ ब्लेडची आवश्यकताओडी १० इंच किंवा १२ इंचदरम्यानच्या दातांच्या संख्येत२४ आणि ४० दात.
2,उत्पादित बोर्ड: घनता बोर्ड, पार्टिकल बोर्ड, प्लायवुड.
कटिंग करताना कटिंग फोर्स आणि चिप काढून टाकण्याची समस्या, बाह्य व्यास असलेल्या सॉ ब्लेडचा वापर यांचा पूर्णपणे विचार करणे आवश्यक आहे.१० इंच किंवा १२ इंचदातांची संख्या दरम्यान असावी६० दात ते ९६ दात.
वरील दोन नियमांनंतर,तुम्ही वापरू शकताबीसी दातजर असेल तरघन लाकूड, साधा बोर्डव्हेनियरशिवाय आणि कट पृष्ठभागाच्या पॉलिशचे मानक विशेषतः उच्च नाहीत. कापतानापार्टिकल बोर्डलिबास सह,प्लायवुड, घनता बोर्ड, आणि पुढे, करवतीच्या ब्लेडचा वापर कराटीपी दात. दात जितके कमी असतील तितका कटिंग रेझिस्टन्स कमी असेल; दात जितके जास्त असतील तितका कटिंग रेझिस्टन्स जास्त असेल, परंतु कटिंग पृष्ठभाग गुळगुळीत असेल.
- निष्कर्ष
वेगवेगळ्या वापरासाठी अनेक प्रकारचे वर्तुळाकार सॉ ब्लेड आहेत. प्रत्यक्ष वापरात, ते कोणत्या मटेरियलला कापायचे, कोणत्या वापरायचे हे मशीनसह एकत्रित केले पाहिजे. योग्य दाताचा आकार, संबंधित प्रकारच्या सॉ ब्लेडचा योग्य आकार निवडा.
आम्ही तुम्हाला योग्य कटिंग टूल्स पुरवण्यास नेहमीच तयार आहोत.
वर्तुळाकार सॉ ब्लेडचा पुरवठादार म्हणून, आम्ही प्रीमियम वस्तू, उत्पादन सल्ला, व्यावसायिक सेवा, तसेच चांगली किंमत आणि अपवादात्मक विक्री-पश्चात समर्थन देतो!
https://www.koocut.com/ वर.
मर्यादा तोडून पुढे जा! हे आमचे घोषवाक्य आहे.
आणि चीनमध्ये एक आघाडीचा आंतरराष्ट्रीय कटिंग तंत्रज्ञान उपाय आणि सेवा प्रदाता बनण्याचा दृढनिश्चय करू, भविष्यात आम्ही देशांतर्गत कटिंग टूल मॅन्युफॅक्चरिंगला प्रगत बुद्धिमत्तेपर्यंत पोहोचवण्यासाठी आमचे मोठे योगदान देऊ.
पोस्ट वेळ: ऑगस्ट-२३-२०२३





