
 TCT fűrészlap
TCT fűrészlap HERO méretre vágott fűrészlap
HERO méretre vágott fűrészlap HERO Panelméretező fűrész
HERO Panelméretező fűrész HERO pontozó fűrészlap
HERO pontozó fűrészlap HERO tömörfa fűrészlap
HERO tömörfa fűrészlap HERO alumínium fűrész
HERO alumínium fűrész Hornyolófűrész
Hornyolófűrész Acélprofilfűrész
Acélprofilfűrész Élszalagfűrész
Élszalagfűrész Akril fűrész
Akril fűrész PCD fűrészlap
PCD fűrészlap PCD méretű fűrészlap
PCD méretű fűrészlap PCD panelméretező fűrész
PCD panelméretező fűrész PCD pontozó fűrészlap
PCD pontozó fűrészlap PCD hornyolófűrész
PCD hornyolófűrész PCD alumínium fűrész
PCD alumínium fűrész Hideg fűrész fémhez
Hideg fűrész fémhez Hideg fűrészlap vasfémekhez
Hideg fűrészlap vasfémekhez Száraz vágófűrészlap vasfémekhez
Száraz vágófűrészlap vasfémekhez Hidegfűrészgép
Hidegfűrészgép Fúrófejek
Fúrófejek Tipli fúrófejek
Tipli fúrófejek Fúrófejeken keresztül
Fúrófejeken keresztül Csuklófúrók
Csuklófúrók TCT lépcsős fúrófejek
TCT lépcsős fúrófejek HSS fúrófejek/hornyolófejek
HSS fúrófejek/hornyolófejek Marófejek
Marófejek Egyenes bitek
Egyenes bitek Hosszabb egyenes bitek
Hosszabb egyenes bitek TCT egyenes bitek
TCT egyenes bitek M16 egyenes bitek
M16 egyenes bitek TCT X egyenes bitek
TCT X egyenes bitek 45 fokos letörésmaró
45 fokos letörésmaró Faragófej
Faragófej Sarok kerek bit
Sarok kerek bit PCD marófejek
PCD marófejek Élzáró szerszámok
Élzáró szerszámok TCT finomvágó vágó
TCT finomvágó vágó TCT előmaró
TCT előmaró Élszalagfűrész
Élszalagfűrész PCD finomvágó vágó
PCD finomvágó vágó PCD előmaró
PCD előmaró PCD élszalagfűrész
PCD élszalagfűrész Egyéb szerszámok és kiegészítők
Egyéb szerszámok és kiegészítők Fúróadapterek
Fúróadapterek Fúrótokmányok
Fúrótokmányok Gyémánt homokkorong
Gyémánt homokkorong Gyalukések
Gyalukések







Ebben a cikkben áttekintjük a körfűrészlapok néhány lényeges fogtípusát, amelyek segítségével könnyedén és precízen vághat különféle fafajtákat. Akár hosszvágáshoz, keresztvágáshoz vagy kombinált vágásokhoz van szüksége fűrészlapra, nálunk megtalálja a megfelelőt. Hasznos tippeket is adunk a projekthez megfelelő fűrészlap kiválasztásához, és ahhoz, hogyan tartsa karban az optimális teljesítmény érdekében.

Tartalomjegyzék
- Körfűrészlapok
- Tipikus fogformák és alkalmazások
- A fa, mint nyersanyag hatása a vágószerszámokra
- Hogyan válasszuk ki a megfelelő fűrészlapot
Körfűrészlapok
A körfűrészlapok progresszív eszközök műanyag és fa vágásához.
Polikristályos gyémántból vagy volfrám-karbidból készült fűrészlapból állnak.
kívülről forrasztott fogak. Ezeket munkadarabok felosztására használják.
A cél a vágási szélesség lehető legkisebbre csökkentése, miközben minimalizáljuk a vágási veszteséget és a vágási nyomást. Ezzel szemben az egyenes vágásokat nem befolyásolják a vágási pontszámok, amelyek bizonyos szintű pengestabilitást igényelnek, ami elkerülhetetlenül engedményt jelent.
< =”font-family: 'times new roman', times; font-size: medium;”>a fűrészlap és a vágási szélesség között.a munkadarab geometriája és anyaga, a fűrészfogak geometriája és alakja. A pozitív vágási szögeket jellemzően a vágóerők minimalizálására használják. Vékony falú munkadarabok esetén, pl.
Tipikus fogformák és alkalmazások
Ahhoz, hogy a fűrész ne akadjon el az üreges profilokon, negatív vágási szögekre van szükség. A fogak számát a vágási minőségi szabványok határozzák meg. Az általános szabály az, hogy minél több fog van, annál jobb a vágási minőség, és minél kevesebb fog van, annál simább a fűrészvágás.
Tipikus fogformák és alkalmazások osztályozása:
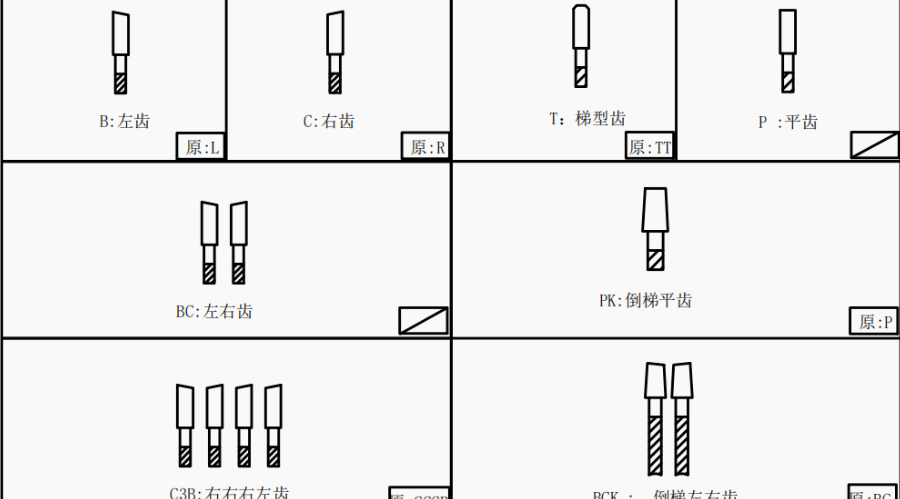
| Fogforma | Alkalmazás |
| Lapos FZ | Tömörfa, szálirányban és keresztben. |
| Alternatív, pozitív WZ | Tömörfa szálirányban és keresztben, valamint ragasztott, faipari termékek. Bevonat nélküli, műanyaggal bevont vagy furnérozott, rétegelt lemez, multiplex, kompozit anyagok, laminált anyag |
| Alternatív, negatív WZ | Tömörfa, keresztirányú szálirányban, üreges műanyag profilok, színesfém extrudált profilok és csövek. |
| Négyzet/trapéz alakú, pozitív FZ/TR | Faipari termékek, bevonat nélküli, műanyaggal bevont vagy furnéros, színesfém extrudált profilok és csövek, színesfémek, AI-PU szendvicspanelek, üreges műanyag profilok, polimer műanyagok (Corian, Varicor stb.) |
| Négyzet/trapéz, negatív FZ/TR | Színesfém extrudált profilok és csövek, üreges műanyag profilok, AI-PU szendvicspanelek. |
| Lapos, ferde ES | Építőipari fűrészgépek. |
| Fordított V/üreges talajHZ/DZ | Faáruk, műanyaggal bevont és furnérozott, bevonatos profillécek (szegélylécek). |
Ez a körfűrészlapok hét alapvető fogtípusa.
A fa, mint nyersanyag hatása a vágószerszámokra
A tényleges alkalmazásban azonban, mivel a forgácsolandó anyag és ezzel egyidejűleg a vágási irány is eltérő, a vágási hatás és a szerszám élettartama is változik.

Míg a puhafa és a tűlevelű fa, a keményfa és a lombhullató fa általában összehasonlítható, vannak kivételek, mint például a tiszafa, amely keményfa, valamint az éger, nyír, hárs, nyárfa és fűz, amelyek puhafafélék.
A sűrűség, a szilárdság, a rugalmasság és a keménység alapvető változók a feldolgozás és a szerszámválasztás során. Ezért a keményfa és a puhafa kategorizálása jelentős, mivel átfogó képet ad ezekről a tulajdonságokról.
Famegmunkálási és asztalosipari technikák alkalmazásakor fontos megjegyezni, hogy a fa változó szerkezetű és minőségű anyag. Ezt különösen a tűlevelű faanyag évgyűrűi szemléltetik. A keménység a korai és a késői fa között jelentősen eltér. Ezeket a tényezőket figyelembe kell venni a famegmunkálás során, és ennek megfelelően kell beállítani a vágóanyagot, a vágóanyag geometriáját és a megmunkálási paramétereket. Különböző fafajtákkal való munka során gyakran kompromisszumokra van szükség. A feldolgozott anyag tulajdonságaitól és paramétereitől, sőt az anyagfajták számától függően végezze el a megfelelő beállításokat.
A legtöbb vágástechnológiai tulajdonság esetében a testsűrűség a döntő tényező. A testsűrűség a tömeg és a térfogat aránya (beleértve az összes részecskét). A fafajtától függően a testsűrűség általában 100 kg/m3 és 1200 kg/m3 között mozog.

A vágóél kopását befolyásoló egyéb tényezők a fa összetétele, például a tanninok vagy a szilikátzárványok.
Íme néhány gyakori kémiai összetevő, amelyek a fában megtalálhatók.
A természetes tanninok, mint például a tölgyfában találhatóak, kémiai kopást okoznak a szerszám vágóélén.
Ez különösen igaz, ha a fa nedvességtartalma magas.
A szilikát zárványok, mint például a trópusi fűz-, teak- vagy mahagónifákban találhatók, a tápanyagokkal együtt felszívódnak a talajból. Ezután edényekben kristályosodnak.
Növelik az abrazív kopást a vágóélen.
A korai és a késői fa közötti sűrűségkülönbség általában jelentős.
Gyakran az erős előrepedezés és a feldolgozás során a hasadásra való hajlam jele (pl. európai vörösfenyő). Ugyanakkor a fa színe eltérő lehet.
A fa iránti globális kereslet növekedése annak köszönhető, hogy egyre több fát ültetvényerdővé alakítanak. Ezek az úgynevezett ültetvényerdők általában gyorsan növők.
fajok, mint például a radiata fenyő, az eukaliptusz és a nyárfa. A természetes erdőkben növő növényekhez képest ezeknek a növényeknek durvább az évgyűrűik, sűrűbbek és
szilárdságuk alacsonyabb. Mivel a törzs repedezésére és a rostszétválásra hajlamosabbak, az ültetvényes faanyag kitermelése néha valódi kihívást jelenthet.
Speciális feldolgozási technikákat és speciális szerszámmegoldásokat igényel.
Hogyan válasszuk ki a megfelelő fűrészlapot
Aztán miután megértetted a fentiek alapjait, a faanyag különbségét, a fogak alakjának különbségét.
A következő lépés a megfelelő fűrészlap kiválasztása. Ebben a cikkben bemutatjuk, hogyan teheti ezt meg többféleképpen.
I. Körfűrészlapok kiválasztásának alapja
A fűrészanyag tulajdonságainak osztályozása szerint
1、SbüdösWjó:Ckeresztmetszetű vágásLhosszirányú vágás.
A keresztvágásnak el kell vágnia a fa rostjait, a vágott felületnek síknak kell lennie, nem lehetnek rajta késnyomok és sorja, a fűrészlap külső átmérőjénél nem lehet ilyen.10 hüvelyk vagy 12 hüvelykés a fogak számának a60 fogtól 120 fogigMinél vékonyabb az anyag, annál több fogat kell használni, annál több gépet kell használni. Az előtolási sebességnek ennek megfelelően alacsonynak kell lennie. A hosszirányú fűrész viszonylag kevesebb foggal rendelkezik, így az előtolási sebesség gyorsabb lesz, ezért a forgácseltávolítási követelmények nagyon magasak, így a fűrészlappal szembeni követelmények is magasabbak.OD 10 hüvelyk vagy 12 hüvelyka fogak számában24 és 40 fogú.
2、Gyártott táblák: sűrűségű lap, forgácslap, rétegelt lemez.
A vágásnak teljes mértékben figyelembe kell vennie a vágóerőt, a forgácseltávolítás problémáját, a külső átmérőjű fűrészlapok használatát10 hüvelyk vagy 12 hüvelyka fogaknak közöttük kell lenniük60 fogtól 96 fogig.
A fenti két szabály után használhatodBC fogakha van egytömörfa, sima táblafurnér nélkül, és a vágott felület polírozási szabványai nem különösebben magasak. Vágáskorforgácslapfurnérral,furnér, sűrűségű táblaés így tovább, használjon fűrészlapotTP fogakMinél kevesebb a fog, annál kisebb a vágási ellenállás; minél több a fog, annál nagyobb a vágási ellenállás, de annál simább a vágási felület.
- Következtetés
Sokféle körfűrészlap létezik, különböző felhasználási módokkal. A tényleges használat során a vágandó anyaggal, a géppel és a megfelelő fogformával kell kombinálni. Válassza ki a megfelelő fogformát és a megfelelő fűrészlap-típust.
Mindig készen állunk, hogy a megfelelő vágószerszámokat biztosítsuk Önnek.
Körfűrészlapok beszállítójaként prémium termékeket, terméktanácsadást, professzionális szolgáltatást, valamint kedvező árat és kivételes értékesítés utáni támogatást kínálunk!
A https://www.koocut.com/ oldalon.
Törd át a határokat és lépj bátran előre! Ez a szlogenünk.
És eltökéltek vagyunk, hogy Kína vezető nemzetközi forgácsolástechnológiai megoldás- és szolgáltatójává váljunk, a jövőben pedig nagymértékben hozzájárulunk a hazai forgácsolószerszám-gyártás fejlett intelligenciájának előmozdításához.
Közzététel ideje: 2023. augusztus 23.





